Cooling performance separates a productive water preform mould from one that frustrates production managers with slow cycle times and inconsistent preform quality. Heat management in a water preform mould is not a secondary concern — it is arguably the single variable that most directly controls cycle time, preform clarity, wall thickness uniformity, and downstream blow moulding performance.
PET resin crystallizes when cooled too slowly or unevenly inside a water preform mould. Crystallized regions appear as whitish, opaque areas in the preform wall — a condition called haze — that carries through into the finished blown bottle and creates quality rejections at the packaging line. Uniform, rapid cooling across every cavity in the water preform mould suppresses crystallization, producing clear, amorphous preforms that respond predictably during stretch blow moulding. Conformal cooling channels — machined to follow cavity contours closely rather than running in straight lines — represent a significant advance in water preform mould thermal management that reduces cycle time while improving cooling uniformity simultaneously.
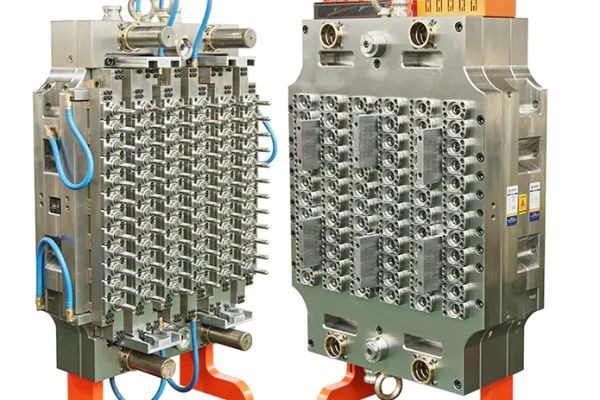
Multi-cavity water preform mould tooling demands balanced runner and hot runner manifold design to ensure each cavity receives identical resin flow, pressure, and temperature conditions. Imbalanced filling produces preforms with varying wall thickness, gate quality, and dimensional consistency across the cavity set. These variations translate directly into blow moulding inconsistency — bottles that vary in capacity, wall distribution, and structural performance depending on which cavity of the water preform mould produced their parent preform.
Resin compatibility considerations affect water preform mould specification meaningfully. Standard beverage-grade PET processes well in most production water preform mould designs. Barrier resins, recycled PET content blends, and specialty copolymers may require adjusted processing temperatures, modified gate geometry, or altered cooling parameters to produce acceptable preform quality. Discussing resin specifications thoroughly during the water preform mould design phase prevents processing surprises that compromise output quality after tooling is already manufactured.






